小型扁平产品自动断浇口防粘模模具结构的制作方法-k8凯发
1.本实用新型属于模具技术领域,尤其涉及一种小型扁平产品自动断浇口防粘模模具结构。
背景技术:
2.手机、平板等
3c产品上常用到一种边框零件,产品截面为扁、窄形状,受产品形状及结构功能要求的限制,能放浇口的位置较少,通常使用的是外侧面侧进胶,需制作冲切治具,人工操作治具去除浇口,成本较高,且产品在放入治具中如果定位不准或定位误差过大,易切坏产品或造成残留过大。
3.现有模具有利用二次顶出方式实现浇口和产品自动断料的方式,如专利号为cn202020303235.9一种二次顶出防变形模具,公开了顶块与垫块一并推动水口顶针向上顶,将料头向上顶推,在顶推的过程中,料头与电池盖产品的卡扣部相连的位置处发生断离,此时,防变形顶针牢牢支撑并顶住卡扣部的底端。
上述模具中利用水口顶针将料头脱离产品,防变形顶针二次顶出产品,此产品面积较大且嵌入下模仁的深度较浅,该模具能很好的完成去除浇口和产品脱模,但是针对产品为扁平且狭窄的结构,其两侧嵌入下模仁较深的情况下,产品易发生粘模问题,直接顶出会造成产品损伤,上述二次顶出模具无法适用,因此,需要一种能适用于小型扁平产品轻松脱模的模具结构。
技术实现要素:
4.本实用新型的目的是为了解决上述技术问题,而提供小型扁平产品自动断浇口防粘模模具结构,从而实现自动去除浇口基础上,有效脱模,避免产品粘膜损伤。
为了达到上述目的,本实用新型技术方案如下:
5.小型扁平产品自动断浇口防粘模模具结构,包括下模仁,所述下模仁的表面设置有成型槽,所述成型槽的侧边设置有沿其轨迹布置的若干活动镶件,所述活动镶件的侧边处于成型槽的内壁中,所述活动镶件内部埋入若干延伸至其侧壁且朝向成型槽的注胶口,所述成型槽的槽底设置有升降布置的若干顶针,所述活动镶件的底部设置有升降布置的若干镶针,若干所述顶针和若干所述镶针同步升降设置。
6.具体的,所述活动镶件的内部设置有贯穿延伸至注胶口的浇口顶杆。
7.具体的,所述下模仁设置于下模板内部,所述下模板的下方设置有一组顶针板和下垫板。
8.具体的,若干所述浇口顶杆设置于一组顶针板上,若干所述顶针和若干所述镶针均设置于下垫板上。
9.具体的,所述下垫板内部设置有贯穿其内部驱动一组顶针板升降的顶棍,所述下垫板和一组顶针板之间安装有等高螺丝。
10.具体的,若干所述活动镶件顶部设置有贯连若干注胶口的主流道。
11.具体的,所述浇口包括连接主流道的第一连接部、设置于第一连接部端部的第二
连接部、以及设置于第一连接部和第二连接部底部的第三连接部。
12.具体的,所述第一连接部的表面为水平面,所述第二连接部具有连接第一连接部表面的上倾斜面,所述上倾斜面与水平面形成夹角,所述上倾斜面的端部延伸至成型槽内对接产品。
13.具体的,所述第三连接部的底面具有下倾斜面,所述下倾斜面与水平面形成夹角。
14.与现有技术相比,本实用新型小型扁平产品自动断浇口防粘模模具结构的有益效果主要体现在:
15.通过在成型槽的侧边设置活动镶件,使得活动镶件侧边作为产品成型的型腔内壁的一部分,当产品脱模顶出成型槽时,产品跟随活动镶件同步顶出,有效减少产品附着在成型槽的作用力,避免产品发生粘连模具问题,若干顶针能完整顶出产品,针对扁平、较窄宽度的产品能实现较好的出模质量;注胶口的结构进行优化,成型的浇口具有较大倾斜角度的第二连接部,适用于对成型槽内扁平的产品进行注塑成型,设置第三连接部增加注胶的过渡缓冲空间,确保浇口在浇口顶杆顶出的过程中完整脱模,浇口能有效脱离产品,避免浇口本体发生断裂的问题,进一步提高了产品的成型质量,避免浇口残留在产品上。
附图说明
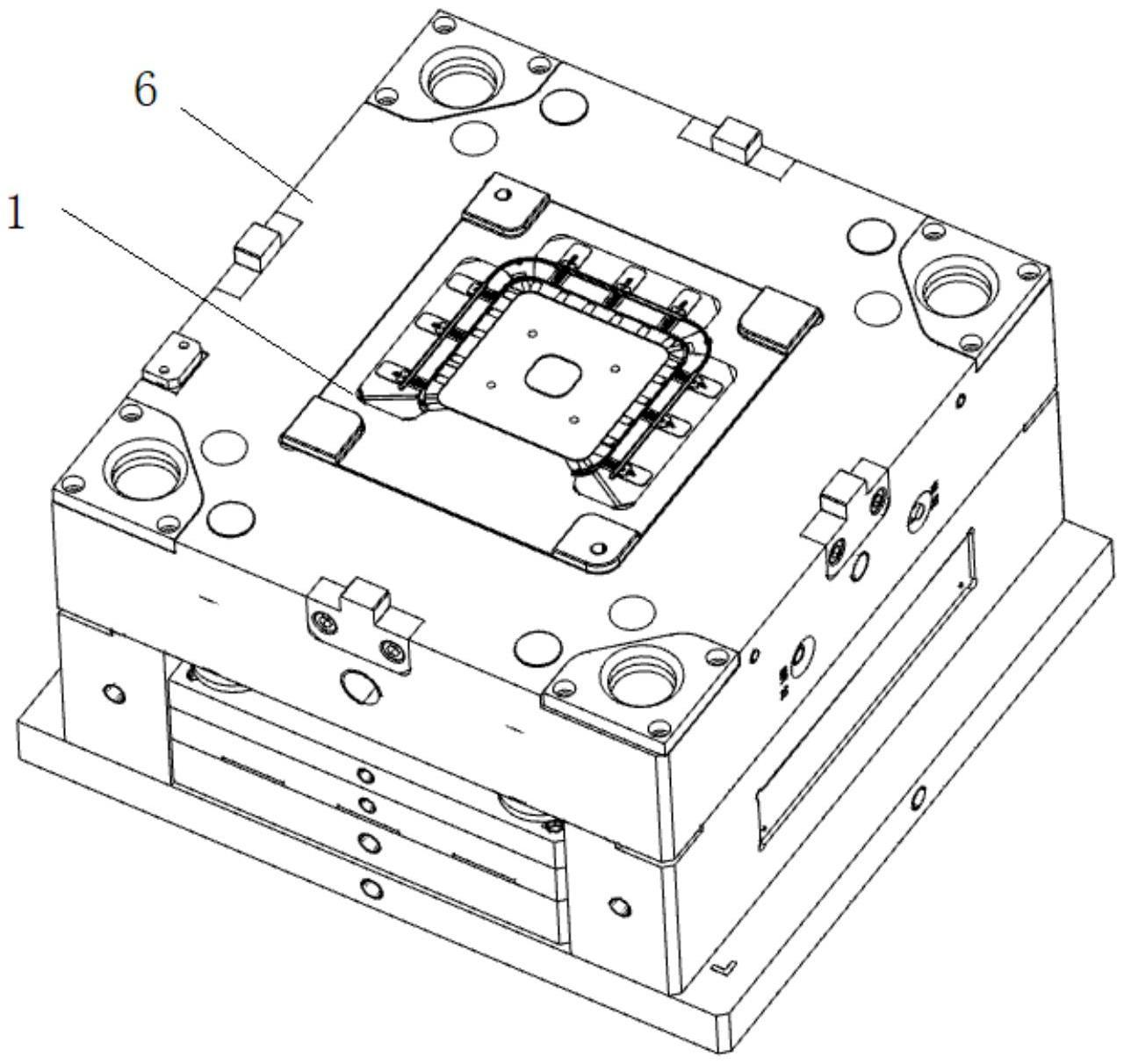
16.图1为本实用新型实施例的下模板结构示意图;
17.图2为本实施例中下模板主视剖面示意图之一;
18.图3为本实施例中下模板主视剖面示意图之二;
19.图4为本实施例中活动镶件局部结构示意图;
20.图5为本实施例中顶针和浇口顶杆局部剖面示意图;
21.图6为本实施例中浇口结构示意图;
22.图7为本实施例中若干浇口和产品结构示意图;
23.图中数字表示:
[0024]1下模仁、11成型槽、12主流道、2活动镶件、21镶针、3注胶口、31浇口顶杆、4顶针、5产品、51第一连接部、52第二连接部、53第三连接部、54上倾斜面、55下倾斜面、6下模板、61顶针板、62下垫板、63等高螺丝。
具体实施方式
[0025]下面对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
[0026]实施例:
[0027]参照图
1-7所示,本实施例为小型扁平产品自动断浇口防粘模模具结构,包括下模仁1,下模仁1的表面设置有成型槽
11,成型槽
11的侧边设置有沿其轨迹布置的若干活动镶件2,活动镶件2的侧边处于成型槽
11的内壁中,活动镶件2内部埋入若干延伸至其侧壁且朝向成型槽
11的注胶口3,成型槽
11的槽底设置有升降布置的若干顶针4,活动镶件2的底部设置有升降布置的若干镶针
21,若干顶针4和若干镶针
21同步升降设置。
[0028]活动镶件2的内部设置有贯穿延伸至注胶口3的浇口顶杆
31,浇口顶杆
31先于顶针4顶出动作,在产品脱模前,浇口顶针
31顶出注胶口3内的浇口,浇口自动断料脱离产品
5。
下
模仁1设置于下模板6内部,下模板6的下方设置有一组顶针板
61和下垫板
62,若干浇口顶杆
31设置于一组顶针板
61上,若干顶针4和若干镶针
21均设置于下垫板
62上。
下垫板
62内部设置有贯穿其内部驱动一组顶针板
61升降的顶棍(图中未示出),下垫板
62和一组顶针板
61之间安装有等高螺丝
63,等高螺丝
63在下垫板
62内安装形成一段避空行程,当顶棍(图中未示出)顶推一组顶针板
61上升移动时,若干浇口顶杆
31顶出浇口脱模,随后一组顶针板
61带动下垫板
62顶推上升移动,若干顶针4和若干镶针
21同步顶出产品和活动镶件2脱模,产品5的侧壁贴靠在活动镶件2的侧壁,产品5跟随活动镶件2一并顶出脱模,减少了产品5在下模仁1上的脱模附着力,产品5不会发生粘连在成型槽
11的问题,产品5脱模质量较好。
[0029]本实施例中成型槽
11为u型结构,三个活动镶件2分别布置在成型槽
11的三面侧边,若干活动镶件2顶部设置有贯连若干注胶口3的主流道
12。
本实施例中注胶口3采用潜进胶的方式对成型槽
11进行注塑,注胶口3内形成浇口,浇口包括连接主流道
12的第一连接部
51、设置于第一连接部
51端部的第二连接部
52、以及设置于第一连接部
51和第二连接部
52底部的第三连接部
53,第一连接部
51的表面为水平面,第二连接部
52具有连接第一连接部
51表面的上倾斜面
54,上倾斜面
54与水平面的夹角为
30
°,上倾斜面
54的端部延伸至成型槽
11内对接产品5,第三连接部
53的底面具有下倾斜面
55,下倾斜面
55与水平面的夹角为7°,由于第二连接部
52具有狭长的倾斜结构,为了避免第二连接部
52发生断裂,在第三连接部
53也设计了过渡的下倾斜面
55,增加此处的注胶缓冲空间,提供第二连接部
52的支撑强度,产品5注塑成型后,通过若干浇口顶杆
31能轻松顶出浇口脱离注胶口3,浇口在产品5的侧边自动断料。
[0030]应用本实施例时,活动镶件2的侧壁作为型腔内壁的一部分,产品5注塑在成型槽
11内成型;开模时,若干浇口顶杆
31预先上升顶出若干浇口,若干浇口在产品5的侧边自动断料脱模;若干顶针4和若干镶针
21同步上升,若干顶针4顶出成型槽
11内的产品5,同时,若干镶针
21顶出若干活动镶件2,活动镶件2贴靠产品5的侧壁跟随产品5一并顶出脱模。
[0031]本实施例中通过在成型槽
11的侧边设置活动镶件2,使得活动镶件2侧边作为产品5成型的型腔内壁的一部分,当产品5脱模顶出成型槽
11时,产品5跟随活动镶件2同步顶出,有效减少产品5附着在成型槽
11的作用力,避免产品5发生粘连模具问题,若干顶针4能完整顶出产品5,针对扁平、较窄宽度的产品5能实现较好的出模质量;注胶口的结构进行优化,成型的浇口具有较大倾斜角度的第二连接部
52,适用于对成型槽
11内扁平的产品5进行注塑成型,设置第三连接部
53增加注胶的过渡缓冲空间,确保浇口在浇口顶杆
31顶出的过程中完整脱模,浇口能有效脱离产品5,避免浇口本体发生断裂的问题,进一步提高了产品5的成型质量,避免浇口残留在产品5上。
[0032]在本说明书的描述中,术语“具体实施例”的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本实用新型的至少一个实施例或示例中。
在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。
而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0033]虽然本实用新型所揭露的实施方式如上,但所述的内容仅为便于理解本实用新型而采用的实施方式,并非用以限定本实用新型。
任何本实用新型所属领域内的技术人员,在不脱离本实用新型所揭露的精神和范围的前提下,可以在实施的形式及细节上进行任何的修改与变化,但本实用新型的专利保护范围,仍须以所附的权利要求书所界定的范围为准。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!