一种上油杯组装设备的制作方法-k8凯发
1.本实用新型涉及一种汽车刹车油壶,特别是一种上油杯组装设备。
背景技术:
2.制动储油壶又名刹车油壶,制动储油壶属于汽车制动系统的一部分,油壶是用于盛放刹车油的塑料制品容器,其形状不规则且内部具有凸块,在制备时往往通过注塑与热熔焊接的方式成型,其成型步骤具体为先通过注塑模具成型上油杯与下油杯,尔后将两个油杯通过热熔焊接的方式让两个端面融合在一起形成一个完整的油壶。
3.在上油杯的制备过程中,其在注塑定型之后,还需要将一铁圈采用压制的方式压入上油杯内,从而提高上油杯传感器安装位置的强度,现有的没有专门的油杯压制设备,往往是将油杯放在一工装中,然后采用手动压制的方式将铁圈压入油杯内。
4.但是采用这样的压制方式,一方面容易导致压制不到位,铁圈在下压之后是否到达预定的位置也无法确定,仅能够通过人工观察的方式来确定是否冲压到位,容易导致次品产生。
5.故本案旨在提供一种能够冲压到位的上油杯组装设备。
技术实现要素:
6.本实用新型提供了一种上油杯组装设备,可以有效解决上述问题。
7.本实用新型是这样实现的:
8.一种上油杯组装设备,包括:
9.安装结构,所述安装结构包括一与安装面齐平的底板,以及垂直固定在所述底板上的立板;
10.导向结构,所述导向结构锁固在立板上;
11.冲压结构,所述冲压结构包括滑动设置在导向结构内的滑动杆,用于驱动所述滑动杆的驱动件,锁固在滑动杆底部的冲压座,锁紧在所述冲压座底部的压紧片;
12.用于固定油壶上油杯的工装;
13.感应结构,所述感应结构包括锁固在立板上的传感器,所述冲压座下滑时挡住传感器使其产生信号。
14.作为进一步改进的,所述导向结构包括锁固在立板上的安装座,锁固在所述安装座上的导向座,位于所述安装座内部且锁固在立板上的导轨,所述导向座上设置有导向管腔。
15.作为进一步改进的,所述冲压座包括滑动设置在导轨上的滑座,锁固在所述滑座上的冲压块,所述冲压块与滑动杆的底部锁紧固定。
16.作为进一步改进的,所述冲压座还包括设置在冲压块靠近立板一端的阻隔板,所述阻隔板包括一朝向立板的薄板,以及与所述薄板一体成型的卡条。
17.作为进一步改进的,所述感应结构还包括一锁紧在立板上的传感器壳体,位于所
述传感器壳体上的让位槽,所述传感器设置在所述让位槽内,所述薄板、卡条下滑后通过让位槽。
18.作为进一步改进的,还包括限位结构,所述限位结构包括一转动安装的卡板,所述冲压座滑动时挤压或受卡板阻隔。
19.作为进一步改进的,所述限位结构包括锁固在立板上的连接座,一插接至所述连接座上的销钉,支点安装在所述销钉上的卡板,一抵推所述卡板侧向上的气动冲压件,所述气动冲压件与传感器电连接。
20.作为进一步改进的,所述限位结构还包括锁紧在连接座上的弹簧,所述弹簧的另一端锁紧在卡板的侧向上,所述弹簧与气动冲压件分设于销钉水平线的两侧。
21.作为进一步改进的,所述工装包括安装在底板上且用于托举油壶顶部的上安装工装以及用于定位油壶底部的下安装工装。
22.本实用新型的有益效果是:
23.本实用新型将上油杯放置到工装上,采用手动或者自动的方式让冲压结构沿着导向结构下滑,令压紧片带动放置在油杯表面的铁圈使其嵌入油杯内部,在到达指定的位置后冲压座会将感应结构内的传感器挡住,使传感器产生信号并发亮或者蜂鸣,由此提示操作人员已经到达指定的冲压位置,铁圈已被完全压入油杯内,从而能够自动判断出铁圈是否被压到位,无需人工确认,提高了油杯的良品率。
24.本实用新型通过设置的导向结构,在冲压结构上行或者下行的过程中,均会受到导轨以及导向管腔的导向效果,从而能够保证冲压座与压紧片的运行精度,在对铁圈施加作用力时能够更为的准确,冲压精度高。
25.本实用新型通过设置让位槽与传感器,在冲压块的行进过程中其薄板与卡条会随之行进,待卡条遮蔽住传感器后传感器会发出提示的信号,表示此时已经冲压到位,铁圈已完全与油杯配合,操作人员随即停止冲压,将冲压结构上抬后取出油杯更换新的油杯,让加工过程能够有序循环,无需担心冲压不到位的情况。
26.本实用新型在立板设置限位结构,当冲压结构下滑的过程中,会将卡板顶开,使卡板沿着销钉转动,卡板无法对冲压结构实施阻碍,在冲压结构通过后能够通过弹簧复位,在冲压正常结束后,传感器会发出信号并且让气动冲压件缩回,带动卡板与冲压结构的接触面与竖直线平行,冲压结构能够通过,而在未冲压到位时,由于传感器没有收到信号,则卡板没有动作,会将冲压结构挡住,让冲压结构无法复位,提示操作人员此次加工过程没有完成,则操作人员需要复检设备或者油杯状态,从而能够避免加工不完全的产品流入市场。
附图说明
27.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
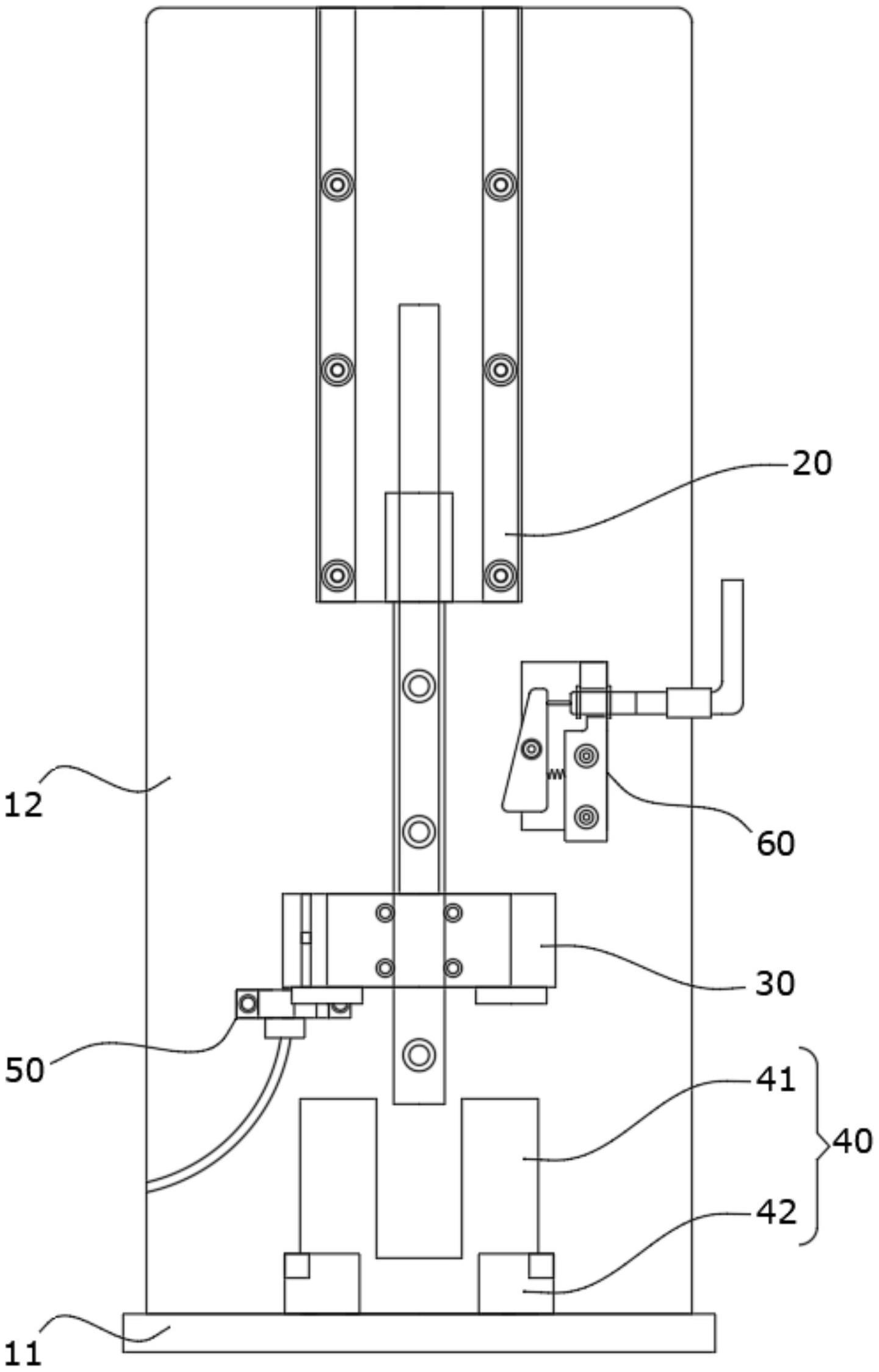
28.图1是本实用新型一种上油杯组装设备的正视结构示意图。
29.图2是本实用新型一种上油杯组装设备的侧视结构示意图。
30.图3是本实用新型一种感应结构的结构示意图。
31.图4是本实用新型一种限位结构的结构示意图。
具体实施方式
32.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。
基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。
基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
33.在本实用新型的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。
由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
34.参照图1~图4所示,一种上油杯组装设备,包括:安装结构
10,所述安装结构
10包括一与安装面齐平的底板
11,以及垂直固定在所述底板
11上的立板
12;导向结构
20,所述导向结构
20
锁固在立板
12上;冲压结构
30,所述冲压结构
30
包括滑动设置在导向结构
20
内的滑动杆
31,用于驱动所述滑动杆
31的驱动件,锁固在滑动杆
31底部的冲压座
32,锁紧在所述冲压座
32底部的压紧片
33;用于固定油壶上油杯的工装
40
;感应结构
50,所述感应结构
50
包括锁固在立板
12上的传感器
51,所述冲压座
32下滑时挡住传感器
51使其产生信号。
35.在本实施例中,底板
11需要设置在平面的位置,否则在冲压的过程中可能导致油杯损坏或者无法冲压到位。
36.在本实施例中,传感器
51为红外传感器或者光线传感器,在受到遮蔽时能够产生信号即可,且其自带蜂鸣器,在产生信号时能够发出蜂鸣声提示操作人员到位,无提示时则代表没有冲压到位。
37.在工作阶段,将上油杯放置到工装
40
上,采用手动或者自动的方式让冲压结构
30
沿着导向结构
20
下滑,令压紧片
33带动放置在油杯表面的铁圈使其嵌入油杯内部,在到达指定的位置后冲压座
32会将感应结构
50
内的传感器
51挡住,使传感器
51产生信号并发亮或者蜂鸣,由此提示操作人员已经到达指定的冲压位置,铁圈已被完全压入油杯内,从而能够自动判断出铁圈是否被压到位,无需人工确认,提高了油杯的良品率。
38.在本实施例中,驱动件可以设置为人工的把手结构,通过人工手动推动,也可以设置为气缸结构,通过气缸自动下压,人工推动的设备成本相比于自动推动的成本来的低。
39.在冲压结构
30
的移动过程中,冲压结构
30
的移动精度直接决定冲压的精度,对此,所述导向结构
20
包括锁固在立板
12上的安装座
21,锁固在所述安装座
21上的导向座
22,位于所述安装座
21内部且锁固在立板
12上的导轨
23,所述导向座
22上设置有导向管腔
221,通过设置的导向结构
20,在冲压结构
30
上行或者下行的过程中,均会受到导轨
23以及导向管腔
221的导向效果,从而能够保证冲压座
32与压紧片
33的运行精度,在对铁圈施加作用力时能够更为的准确,冲压精度高。
40.而虽然冲压结构
30
的滑动杆
31沿着导向管腔
221移动,但是其整体的体积占比较大,仍然需要其他结构与导向结构
20
配合,具体的,所述冲压座
32包括滑动设置在导轨
23上的滑座
321,锁固在所述滑座
321上的冲压块
322,所述冲压块
322与滑动杆
31的底部锁紧固定,滑座
321与导轨
23配合,从而让重量较重、体积较大的冲压结构
30
能够平稳的移动,在冲压的过程中则是直接通过压紧片
33作用于铁圈上。
41.体积较大的冲压结构
30
若要直接对感应结构
50
造成遮蔽作用,则感应结构
50
较难设置,故为了简化安装成本,所述冲压座
32还包括设置在冲压块
322靠近立板
12一端的阻隔板
323,所述阻隔板
323包括一朝向立板
12的薄板
3231,以及与所述薄板
3231一体成型的卡条
3232,通过薄板
3231与卡条
3232能够对感应结构
50
形成遮蔽,对应的,所述感应结构
50
还包括一锁紧在立板
12上的传感器壳体
52,位于所述传感器壳体
52上的让位槽
53,所述传感器
51设置在所述让位槽
53内,所述薄板
3231、卡条
3232下滑后通过让位槽
53,通过设置让位槽
53与传感器
51,在冲压块
322的行进过程中其薄板
3231与卡条
3232会随之行进,待卡条
3232遮蔽住传感器
51后传感器
51会发出提示的信号,表示此时已经冲压到位,铁圈已完全与油杯配合,操作人员随即停止冲压,将冲压结构
30
上抬后取出油杯更换新的油杯,让加工过程能够有序循环,无需担心冲压不到位的情况。
42.在使用阶段,若冲压不到位,但是操作人员误以为冲压到位,想将冲压结构
30
拉起,则直接导致该批次的油壶质量不达标,故本实施例引入限位结构
60,所述限位结构
60
包括一转动安装的卡板
61,所述冲压座
32滑动时挤压或受卡板
61阻隔,所述限位结构
60
包括锁固在立板
12上的连接座
62,一插接至所述连接座
62上的销钉
63,支点安装在所述销钉
63上的卡板
61,一抵推所述卡板
61侧向上的气动冲压件
64,所述气动冲压件
64与传感器
51电连接,所述限位结构
60
还包括锁紧在连接座
62上的弹簧
65,所述弹簧
65的另一端锁紧在卡板
61的侧向上,所述弹簧
65与气动冲压件
64分设于销钉
63水平线的两侧,在立板
12设置限位结构
60,当冲压结构
30
下滑的过程中,会将卡板
61顶开,使卡板
61沿着销钉
63转动,卡板
61无法对冲压结构
30
实施阻碍,在冲压结构
30
通过后能够通过弹簧
65复位,在冲压正常结束后,传感器
51会发出信号并且让气动冲压件
64缩回,带动卡板
61与冲压结构
30
的接触面与竖直线平行,冲压结构
30
能够通过,而在未冲压到位时,由于传感器
51没有收到信号,则卡板
61没有动作,会将冲压结构
30
挡住,让冲压结构
30
无法复位,提示操作人员此次加工过程没有完成,则操作人员需要复检设备或者油杯状态,从而能够避免加工不完全的产品流入市场。
43.为了对上油杯进行较好的固定,在本实施例中,所述工装
40
包括安装在底板
11上且用于托举油壶顶部的上安装工装
41以及用于定位油壶底部的下安装工装
42,通过两部分固定的方式,在冲压的过程中油杯不易发生移动,能够保证冲压的精度。
44.在本实施例中,气动冲压件
64为电动气缸,其开关与传感器
51电连接,其输出端抵接在卡板
61的侧面上。
45.以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。
凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!