拉链穿头装置的制作方法-k8凯发
1.本实用新型涉及一种拉链生产设备,更具体的说是涉及一种拉链穿头装置。
背景技术:
2.拉链加工过程中,需要将拉头安装到拉链上并将拉链切断到合适长度,随着科技的发展,原来的手工操作已经被机械设备加工所代替。
现在技术的拉链加工设备存在如下问题,拉链的穿头工序与切断工序分别在不同的设备上面进行,这样大大地增加了拉链的加工时长。
在拉链加工完成后,加工设备不会自动关闭需要人们手工进行关闭,容易造成能源的浪费
3.因而现有技术中有专利号为
201710850060.6,名称为拉链切断穿头机及拉链带切断、穿头的方法,公开了如下结构,通过设置进料机构和加工机构的方式,来实现自动化进料加工的效果,具体的又公开了如下加工机构由切刀组件、输送拉头组件及夹子组件的方式来实现拉链带的切断和穿头的效果,同时输送拉头的方式主要是通过活动模实现输送,通过活动模接收料道推出的拉头,然后送入到下模和上模之间,而活动模在移动的过程中需要为平移的方式,以保证后续送入到下模和上模内的拉头为水平放置,因此便会要求料道需要设置水平段,然而拉头的输送主要通过重力实现的,因而在料道末端的时候,拉头便会因为与料道的摩擦力容易出现输送困难的情况。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种不容易出现拉头输送困难的拉链穿头装置。
5.为实现上述目的,本实用新型提供了如下技术方案:一种拉链穿头装置,包括出料振动盘、送料机构和穿头机构,拉链头从出料振动盘送出,通过送料机构输送到穿头机构内,穿头机构将拉链头装配到拉链带上,所述送料机构包括导料板和转料块,该导料板一端延伸至出料振动盘,另一端为倾斜设置,所述转料块可在导料板的端部与穿头机构之间来回滑移,并且在转料块处于导料板端部时,转料块倾斜与导料板持平,在转料块处于穿头机构内时,转料块翻转至呈水平设置。
6.作为本实用新型的进一步改进,所述送料机构还包括转料底座和转料气缸,所述转料底座上设置有滑柱,所述转料气缸设置在滑柱上,该转料气缸的缸体上可翻转的安装有翻转杆,所述转料块固定安装在翻转杆上,该翻转杆具有与导料板的端部持平的保持位。
7.作为本实用新型的进一步改进,所述转料块包括底座板和夹持板,所述底座板安装在翻转杆的端部上,所述夹持板可旋转的安装在底座板,所述夹持板的下侧面固定有动夹板,所述底座板的下侧面固定有定夹板,所述动夹板与定夹板配合构成用于夹持拉链头的结构。
8.作为本实用新型的进一步改进,所述穿头机构包括上模组件和下模组件,拉链带从上模组件与下模组件之间穿过,通过上模组件与下模组件将拉链头装配到拉链带上。
9.作为本实用新型的进一步改进,所述上模组件包括上模底座、上模块和上压轮,所述上模底座固定安装在电缸夹子装置的上方,所述上模块安装在上模底座上,所述上压轮可升降的安装在上模底座,所述上模块内弹性可升降的设有定位杆,所述下模组件包括下模底座、下模爪以及下压轮,所述下模底座固定安装在上模底座的下方,所述下模爪可升降的安装在下模底座上,以抓取送料机构输送的拉链头后上升与上模块配合形成供拉链带通过的穿头通道,同时上压轮下降与下压轮配合压住拉链带。
10.作为本实用新型的进一步改进,所述上模块的下侧面开设有引导拉链带通过的引导面。
11.作为本实用新型的进一步改进,所述下模爪包括模爪底座、左模爪和右模爪以及模爪气缸,所述模爪底座可升降的安装在下模底座上,所述右模爪和模爪气缸的缸体固定安装在模爪底座上,所述左模爪固定安装在模爪气缸的推动杆上。
12.本实用新型的有益效果,通过出料振动盘、送料机构和穿头机构的设置,可实现自动化出料、送料,然后进行穿头操作,同时将送料机构设置成由导料板和转料块的方式,便可通过导料板的倾斜端部保证拉头具有足够的输送重力,同时利用转料块的输送翻转,又能够保证送入到穿头机构内的拉头为水平放置,如此相比于现有技术中的方式,拉头的输送更加的顺滑可靠。
附图说明
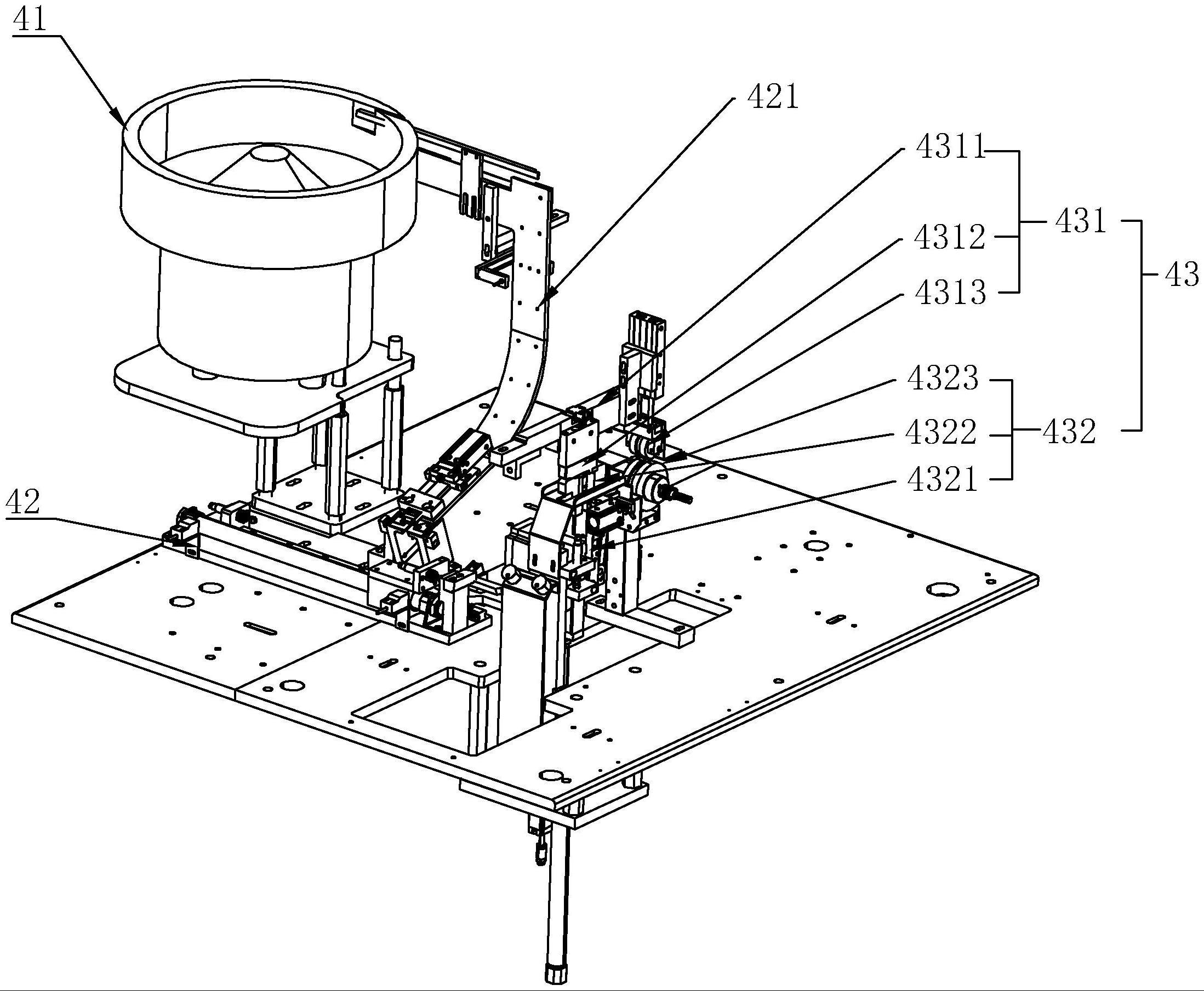
13.图1为本实用新型的拉链穿头装置的整体结构图;
14.图2为图1中送料机构的整体结构图;
15.图3为图1中下模组件的整体结构图;
16.图4为图1中另一实施例的压带组件的整体结构图。
具体实施方式
17.下面将结合附图所给出的实施例对本实用新型做进一步的详述。
18.参照图1至3所示,本实施例的一种拉链穿头装置,包括出料振动盘
41、送料机构
42和穿头机构
43,拉链头从出料振动盘
41送出,通过送料机构
42输送到穿头机构
43内,穿头机构
43将拉链头装配到拉链带上,所述送料机构
42包括导料板
421和转料块
422,该导料板
421一端延伸至出料振动盘
41,另一端为倾斜设置,所述转料块
422可在导料板
421的端部与穿头机构
43之间来回滑移,并且在转料块
422处于导料板
421端部时,转料块
422倾斜与导料板
421持平,在转料块
422处于穿头机构
43内时,转料块
422翻转至呈水平设置,通过上述转料块
422的设置,便可实现接收导料板
421滑移过来的拉链头,然后再转移到穿头机构
43内,同时在转移的过程中对拉头进行了调整,使得拉头由倾斜放置转换成水平放置,因而相比于现有技术中的方式,有效的保证了拉头的输送效果。
19.作为改进的一种具体实施方式,所述送料机构
42还包括转料底座
45和转料气缸
44,所述转料底座
45上设置有滑柱,所述转料气缸
44设置在滑柱上,该转料气缸
44的缸体上可翻转的安装有翻转杆,所述转料块
422固定安装在翻转杆上,该翻转杆具有与导料板
421的端部持平的保持位,由此通过翻转杆的设置,便可有效的实现方便转料的效果。
20.作为改进的一种具体实施方式,所述转料块
422包括底座板
4221和夹持板
4222,所
述底座板
4221安装在翻转杆的端部上,所述夹持板
4222可旋转的安装在底座板
4221,所述夹持板
4222的下侧面固定有动夹板,所述底座板
4221的下侧面固定有定夹板,所述动夹板与定夹板配合构成用于夹持拉链头的结构,通过上述动夹板与定夹板的设置,便可有效的实现转料块
422接收拉链头的效果,其中本实施例的夹持板
4222通过弹簧与底座板
4221连接,以保持动夹板与定夹板弹性的夹住拉链头,以方便后续穿头机构
43取走拉链头。
21.作为改进的一种具体实施方式,所述穿头机构
43包括上模组件
431和下模组件
432,电缸夹子装置3夹持的拉链带从上模组件
431与下模组件
432之间穿过,通过上模组件
431与下模组件
432将拉链头装配到拉链带上,通过上述结构的设置,便可有效的实现配合电缸夹子装置3进行拉链头的装配了。
22.作为改进的一种具体实施方式,所述上模组件
431包括上模底座
4311、上模块
4312和上压轮
4313,所述上模底座
4311固定安装在电缸夹子装置3的上方,所述上模块
4312安装在上模底座
4311上,所述上压轮
4313可升降的安装在上模底座
4311,所述上模块
4312内弹性可升降的设有定位杆,所述下模组件
432包括下模底座
4321、下模爪
4322以及下压轮
4323,所述下模底座
4321固定安装在电缸夹子装置3的下方,所述下模爪
4322可升降的安装在下模底座
4321上,以抓取送料机构
42输送的拉链头后上升与上模块
4312配合形成供拉链带通过的穿头通道,同时上压轮
4313下降与下压轮
4323配合压住拉链带,通过上述结构的设置,便可有效的实现与电缸夹子装置3配合实现拉链带穿头的效果,其中本实施例的下压轮
4323为主动轮配置,以此配合电缸夹子装置3拉动拉链带了,能够很好的适用于开口拉链的穿头,而本实施例中还提供了一种闭口拉链的穿头的实施方式,具体如图4中所示,相比于上述方式主要改变了压带的结构,仅设置一个压带气缸和压带头的方式,便可完成对于拉链的压带,且该压带头的下面开设有供拉链通过的通槽,并将该通槽的两端的槽底为弧面设置,由此便可实现对于拉链更好的引导作用。
23.作为改进的一种具体实施方式,所述上模块
4312的下侧面开设有引导拉链带通过的引导面,通过引导面的设置,便能够更好的辅助拉链带的穿头操作了。
24.作为改进的一种具体实施方式,所述下模爪
4322包括模爪底座、左模爪和右模爪以及模爪气缸,所述模爪底座可升降的安装在下模底座
4321上,所述右模爪和模爪气缸的缸体固定安装在模爪底座上,所述左模爪固定安装在模爪气缸的推动杆上,通过上述结构的设置,便可有效的实现夹持或是放开拉链头了。
25.综上所述,本实施例的拉链穿头装置,采用了可翻转的转料块
422的设置,便可有效的实现保证拉头的输送效果。
26.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。
应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!