一种凹印版辊用雕刻机的制作方法-k8凯发
1.本技术涉及版辊生产技术的领域,尤其是涉及一种凹印版辊用雕刻机。
背景技术:
2.版辊是印刷设备的重要组成部分,在版辊生产过程中,工作人员首先在版辊表面镀上一层可雕刻电镀层,然后在电镀层上雕刻相应的图案,继而经过后续工艺制成一个印刷版辊。
现在对版辊进行雕刻时,大都通过版辊雕刻机进行处理。
3.目前,公告号为cn212793566u的中国实用新型专利,公开了一种印刷版辊加工用雕刻机,包括支撑底座,支撑底座的顶部分别固定连接有液压伸缩杆和支架,液压伸缩杆的顶部固定连接有升降板件,升降板件的顶部固定连接有限位机构,支架的顶部固定连接有支撑框架,支撑框架的内部固定连接有调节机构,调节机构的底部固定连接有激光发生器,所述限位机构包括连接板件、衔接环、弹簧、衔接杆和夹板。
4.针对上述中的相关技术,发明人发现在对版辊进行雕刻时,需要转动版辊以对版辊的整个周面进行雕刻处理,上述雕刻机需要人工推动版辊转动以实现整个版辊周面的雕刻,存在雕刻机自动化程度较低的缺陷。
技术实现要素:
5.为了缓解雕刻机自动化程度较低的问题,本技术提供一种凹印版辊用雕刻机。
6.本技术提供的一种凹印版辊用雕刻机,采用如下的技术方案:
7.一种凹印版辊用雕刻机,包括机座、夹持机构和雕刻机构,所述夹持机构包括动力头和夹持头,所述动力头与所述夹持头均连接在所述机座上,所述动力头与所述夹持头共同对版辊进行夹持固定,所述动力头用于驱动版辊转动,所述雕刻机构连接在所述机座上,所述雕刻机构用于对版辊进行雕刻。
8.通过采用上述技术方案,在对版辊进行雕刻处理时,首先将版辊放置在动力头和夹持头之间,利用动力头和夹持头对版辊进行夹持,然后启动雕刻机构,利用雕刻机构对版辊进行雕刻,同时动力头启动,在雕刻机构对版辊进行雕刻的过程中,动力头同步驱动版辊转动,继而实现对版辊的自动化雕刻,提高版辊雕刻的自动化程度,继而提高版辊雕刻加工的效率。
9.优选的,所述动力头包括动力座、第一夹爪和减速电机,所述动力座固定连接在所述机座上,所述第一夹爪转动连接在所述动力座上,所述减速电机固定连接在所述动力座上,所述减速电机与所述第一夹爪传动连接以驱动所述第一夹爪转动。
10.通过采用上述技术方案,将版辊夹持在第一夹爪与夹持头之间,启动减速电机,减速电机的主轴转动驱动第一夹爪转动即可带动版辊转动,、继而实现版辊的自动化雕刻。
11.优选的,所述夹持头包括移动座、第二夹爪和液压缸,所述移动座滑动连接在所述机座上,所述液压缸固定连接在所述机座上,所述液压缸的活塞杆与所述移动座固定连接,所述第二夹爪转动连接在所述移动座上。
12.通过采用上述技术方案,将移动座滑动连接在机座上,在将版辊放置在动力座和移动座之间后,启动液压缸,利用液压缸驱动移动座向靠近动力座的方向滑移,即可使第一夹爪和第二夹爪对版辊进行夹持,然后启动减速电机,即可驱动版辊转动。
13.优选的,所述机座上设置有承托机构,所述承托机构包括承托台,所述承托台连接在所述机座上,所述承托台上开设有容纳版辊的v型槽。
14.通过采用上述技术方案,在对版辊进行雕刻时,首先将版辊搬运至承托台上的v型槽内,利用v型槽保证版辊承托位置的准确性和承托的稳定性,然后再启动夹持头将版辊夹持在动力头与夹持头之间即可,由于版辊重量较重,无需一直搬抬版辊等待夹持机构对版辊进行夹持,减少工作人员的工作量,同时保证凹印版辊夹持位置的准确性。
15.优选的,所述承托台滑动连接在所述机座上,所述机座上设置有升降组件,所述升降组件连接在所述承托台上,所述升降组件与所述承托台连接以驱动所述承托台升降。
16.通过采用上述技术方案,将承托台滑动连接在机座上,利用升降组件驱动承托台升降即可对承托台的支撑高度进行调节,从而使承托台能够对不同直径的版辊进行承托,提高承托机构的适用性。
17.优选的,所述机座上设置有下压机构,每组所述下压机构均包括支撑架、第二电推缸和下压件,所述支撑架连接在所述机座上,所述第二电推缸固定连接在所述支撑架上,所述下压件连接在所述第二电推缸的活塞杆上,所述第二电推缸用于驱动所述下压件下移,所述下压件与所述承托台共同对版辊进行夹持限位。
18.通过采用上述技术方案,利用第二电推缸驱动下压件下移即可使下压件和承托台能够对版辊进行夹持限位,降低版辊在转动过程中的震动,进而保证对版辊雕刻的精准度,降低版辊废品率。
19.优选的,所述下压机构设置有两组,两组所述下压机构分别位于靠近版辊两端的位置,两个所述支撑架均滑动连接在所述机座上,所述机座上设置有驱动机构,两个所述支撑架均与所述驱动机构连接,所述驱动机构用于两个所述支撑架沿相互靠近或远离的方向滑移。
20.通过采用上述技术方案,将两个支撑架均滑动连接在机座上,在对版辊进行雕刻时,利用驱动机构驱动两个支撑架移动至版辊一侧的位置,即可下压件和承托台对版辊进行夹持稳固;当对版辊进行上料或下料时,利用驱动机构驱动两个支撑架移动至靠近机座两端的位置,然后即可对版辊进行搬运,降低下压机构对版辊的上料或下料进行阻挡的可能,提高版辊上下料的便捷性。
21.优选的,所述驱动机构包括齿轮和两根齿条,所述齿轮转动连接在所述机座上,两根所述齿条均滑动连接在所述机座上,两根所述齿条的滑移方向与移动座的滑动方向平行,两根所述齿条均与所述齿轮啮合连接,两根所述齿条分别位于所述齿轮相对两侧的位置,两根所述齿条与两个所述支撑架一一对应设置,所述齿条与其对应的所述支撑架固定连接,靠近的所述移动座的所述支撑架所连接的所述齿条与所述移动座固定连接。
22.通过采用上述技术方案,在版辊放置承托台之前,两个支撑架分别位于靠近机座两端的位置,将放置在承托台上后,液压缸推动移动座向靠近动力座的方向移动时,将同时带动与其固定连接的齿条移动,然后在齿轮齿条的配合下,带动两个支撑架移动版辊一侧的位置,继而能够对版辊进行夹持,在对版辊雕刻完成,液压缸带动移动座回移时,同时带
动两个支撑架回移至初始位置,即可避免对版辊的上下料造成阻挡。
23.优选的,所述雕刻机构包括雕刻座、动力组件和用于对版辊进行雕刻的电子雕刻头,所述雕刻座滑动连接在所述机座上,所述电子雕刻头固定连接在所述雕刻座上,所述动力组件连接在所述机座上,所述动力组件与所述雕刻座连接以驱动所述雕刻座滑移。
24.通过采用上述技术方案,将雕刻座滑动连接在机座上,在对版辊进行雕刻过程中,利用动力组件驱动雕刻座移动即可带动电子雕刻头移动,进而实现对版辊的全面雕刻。
25.综上所述,本技术至少包括以下有益技术效果:
26.1.通过利用动力头和夹持头对版辊进行夹持,同时动力头能够对驱动版辊转动,利用雕刻机构对版辊进行雕刻时,同时启动动力头,在雕刻机构对版辊进行雕刻的过程中,动力头同步驱动版辊转动,继而实现对版辊的自动化雕刻,提高版辊雕刻的自动化程度,继而提高版辊雕刻加工的效率;
27.2.通过在机座上设置承托台,在对版辊进夹持时,首先利用承托台对版辊进行承托,利用v型槽保证版辊承托位置的准确性和承托的稳定性,然后再启动夹持头将版辊夹持在动力头与夹持头之间即可,由于版辊重量较重,无需一直搬抬版辊等待夹持机构对版辊进行夹持,减少工作人员的工作量,同时保证版辊夹持位置的准确性;
28.3.通过在机座上第二电推缸的活塞杆上固定连接下压件,利用第二电推缸驱动下压件下移即可使下压件和承托台能够对版辊进行夹持限位,降低版辊在转动过程中的震动,进而保证对版辊雕刻的精准度,降低版辊废品率。
附图说明
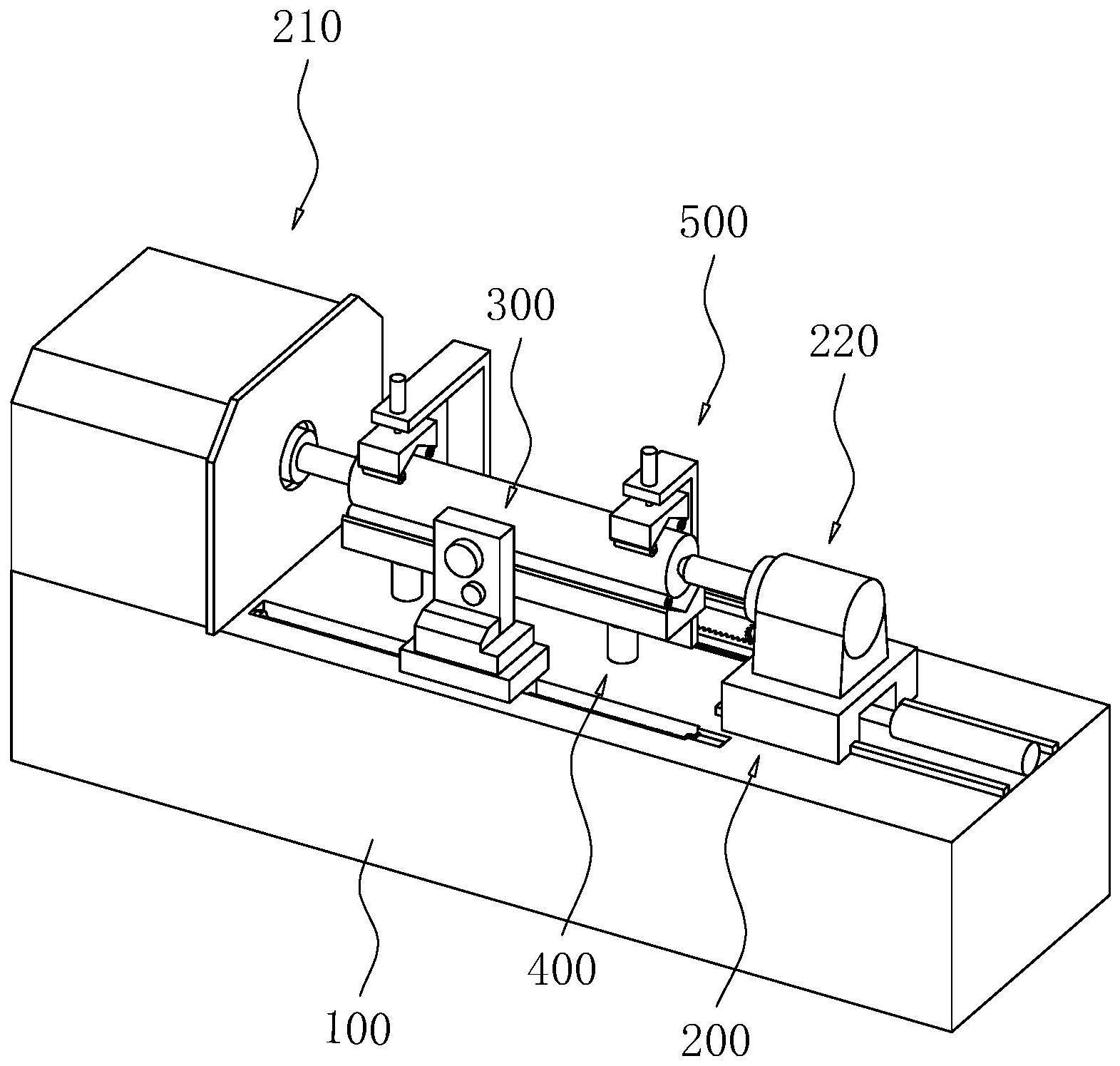
29.图1是本技术实施例的整体结构示意图;
30.图2是本技术实施例中动力头的结构示意图;
31.图3是本技术实施例中承托机构的结构示意图;
32.图4是本技术实施例中驱动机构的结构示意图;
33.图5是本技术实施例中下压机构的结构示意图。
34.附图标记:
100、机座;
200、夹持机构;
210、动力头;
211、动力座;
212、第一夹爪;
213、减速电机;
220、夹持头;
221、移动座;
222、第二夹爪;
223、液压缸;
300、雕刻机构;
310、雕刻座;
320、电子雕刻头;
330、动力组件;
331、第一电机;
332、丝杠;
400、承托机构;
410、承托台;
420、v型槽;
430、承托辊;
440、升降组件;
441、第一电推缸;
500、下压机构;
510、支撑架;
520、第二电推缸;
530、下压件;
531、下压板;
532、下压辊;
600、驱动机构;
610、齿轮;
620、齿条;
630、连接杆。
具体实施方式
35.以下结合附图
1-5对本技术作进一步详细说明。
36.本技术实施例公开一种凹印版辊用雕刻机。
37.参照图1,一种凹印版辊用雕刻机包括机座
100,机座
100
上安装有夹持机构
200,夹持机构
200
包括动力头
210和夹持头
220,动力头
210和夹持头
220
均安装在机座
100
上,动力头
210和夹持头
220
分别位于靠近的机座
100
长度方向两端的位置,动力头
210和夹持头
220
用于对版辊进行夹持。
机座
100
上安装有雕刻机构
300,雕刻机构
300
用于对版辊进行雕刻。
38.参照图1和图2,动力头
210包括固定连接在机座
100
上的动力座
211,动力座
211上转动连接有第一夹爪
212,第一夹爪
212的转动轴线平行于机座
100
的长度方向,动力座
211上固定连接有减速电机
213,减速电机
213的主轴与第一夹爪
212同轴固定连接。
39.夹持头
220
包括滑动连接在机座
100
上的移动座
221,移动座
221沿靠近或远离动力座
211的方向移动,机座
100
上固定连接有液压缸
223,液压缸
223的活塞杆与移动座
221固定连接,液压缸
223的活塞杆与移动座
221固定连接,液压缸
223的活塞杆伸缩带动移动座
221移动。
动力座
211上转动连接有第二夹爪
222,第二夹爪
222的转动轴线与第一夹爪
212的转动轴线共线。
在对版辊进行雕刻时,首先将版辊放置在动力座
211与移动座
221之间,然后启动液压缸
223,利用液压缸
223活塞杆的伸长推动移动座
221移动,使移动座
221上的第二夹爪
222与动力座
211上的第一夹爪
212对版辊进行夹持,然后启动减速电机
213和雕刻机构
300,利用雕刻机构
300
对版辊进行雕刻,在雕刻机构
300
对版辊进行雕刻的过程中,减速电机
213同步驱动版辊转动,继而实现对版辊的自动化雕刻,提高版辊雕刻的自动化程度,同时提高版辊雕刻加工的效率。
40.参照图2,雕刻机构
300
包雕刻座
310,雕刻座
310滑动连接在机座
100
上,雕刻座
310沿机座
100
的长度方向滑移,雕刻座
310位于版辊一侧的位置,雕刻座
310上固定连接电子雕刻头
320。
机座
100
上安装有动力组件
330,动力组件
330
用于驱动雕刻座
310往复滑移。
41.动力组件
330
包括固定连接在机座
100
上的第一电机
331,第一电机
331的主轴同轴固定连接有丝杠
332,丝杠
332的转动连接在机座
100
上,丝杠
332的转动轴线平行于机座
100
的长度方向,丝杠
332位于靠近机座
100
一侧的位置,丝杠
332上螺纹连接有滑块,滑块滑动连接在机座
100
上,滑块与雕刻座
310固定连接。
在将版辊夹持在第一夹爪
212和第二夹爪
222之间后,启动电子雕刻头
320,利用电子雕刻头
320
对版辊进行雕刻,同时利用第一电机
331驱动丝杠
332转动即可带动滑块移动,继而能够带动雕刻座
310移动,从而实现电子雕刻头
320
的滑移,实现版辊的全面雕刻。
42.参照图1和图3,为了便于将版辊夹持在第一夹爪
212和第二夹爪
222之间,机座
100
上安装有承托机构
400,承托机构
400
包括承托台
410,承托台
410滑动连接在机座
100
上,承托台
410沿竖直方向滑移,承托台
410的上表面开设有v型槽
420,v型槽
420
沿机座
100
的长度方向开设,v型槽
420
位于第一夹爪
212和第二夹爪
222夹持轴线的正下方。
机座
100
上安装有升降组件
440,升降组件
440
包括两个第一电推缸
441,两个第一电推缸
441均竖直设置,两个第一电推缸
441分别位于靠近的承托台
410长度方向两侧的位置,每个第一电推缸
441的活塞杆均与承托台
410固定连接。
在搬运版辊夹持在第一夹爪
212和第二夹爪
222之间时,工作人员可以首先将版辊放置在承托台
410开始的v型槽
420
内,然后使第一夹爪
212和第二夹爪
222对版辊进行夹持,利用v型槽
420
保证承托位置的准确性同时能够对版辊进行承托,工作人员将版辊放置在v型槽
420
内然后启动液压缸
223对版辊进行夹持即可,无需一直搬抬版辊等待夹持机构
200
对版辊进行夹持,减少工作人员的工作量;同时利用两个第一电推缸
441的活塞杆伸长即可对承托台
410的承托高度进行调节,从而承托台
410能够对不同直径的版辊进行承托,提高承托机构
400
的适用性。
43.参照图1和图3,在驱动版辊转动对版辊进行雕刻过程中,由于版辊转动时会产生离心力等原因,版辊往往会产生振动,版辊的振动将会影响版辊的雕刻精度,进而影响版辊的品质,为了降低版辊在雕刻过程中产生的振动,机座
100
上安装有两组下压机构
500。
44.参照图
3、图4和图5,两组下压机构
500
均位于版辊背离雕刻座
310的一侧,且其中一组下压机构
500
位于靠近动力座
211的位置,另一组下压机构
500
位于靠近移动座
221的位置。
每组下压机构
500
均包括安装在机座
100
上的支撑架
510,支撑架
510上固定连接有第二电推缸
520,第二电推缸
520
位于版辊的正上方,第二电推缸
520
竖直设置,第二电推缸
520
的活塞杆上安装有下压件
530,下压件
530
包括固定连接在第二电推缸
520
活塞杆上的下压板
531,下压板
531靠近承托台
410的一侧转动连接有两个下压辊
532,两个下压辊
532均的转动轴线均平行于机座
100
的长度方向,两个下压辊
532沿机座
100
的宽度方向间隔设置。
45.承托台
410上转动连接有两个承托辊
430,两个承托辊
430
均与机座
100
的长度方向平行,两个承托辊
430
分别位于v型槽
420
的两个槽壁上。
在版辊上料时,将版辊放置在两个承托辊
430
上,利用两个承托辊
430
对版辊进行承托;在对版辊进行雕刻时,两个第二电推缸
520
启动,分别驱动两个下压块下移,使得每个下压块上的两个下压辊
532均和两个承台辊对版辊进行夹持,降低版辊在转动过程中的震动,进而保证对版辊雕刻的精准度,降低版辊废品率。
46.参照图3和图4,为了减少两个下压机构
500
对版辊上下料的阻挡,两个支撑架
510均滑动连接在机座
100
上,两个支撑架
510均沿机座
100
的长度方向滑移,两个支撑架
510沿靠近或远离的方向移动。
机座
100
上安装有驱动机构
600,驱动机构
600
用于驱动两个支撑架
510沿靠近或远离的方向移动。
47.参照图2和图4,驱动机构
600
包括转动连接机座
100
上的齿轮
610,齿轮
610的转动轴线竖直设置。
机座
100
上滑动连接两根齿条
620,两根齿条
620
的长度方向均与机座
100
的长度方向平行,两根齿条
620
均与齿轮
610啮合连接,两根齿条
620
分别位于齿轮
610相对两侧的位置,位于齿轮
610靠近雕刻座
310一侧的齿条
620
与靠近的移动座
221一端的支撑架
510固定连接,且位于齿轮
610靠近雕刻座
310一侧的齿条
620
与移动座
221固定连接;位于齿轮
610背离雕刻座
310一侧的齿条
620
与固定连接有连接杆
630,连接杆
630
远离自身所连接的齿条
620
的一端与靠近动力座
211位置的支撑架
510固定连接。
在初始状态时,两个支撑架
510分别位于靠近动力座
211与移动座
221位置,此时,两个支撑架
510不会对版辊的上料造成阻碍,在将版辊放置在承托台
410上后,液压缸
223移动座
221移动使第一夹爪
212和第二夹爪
222对版辊进行夹持时,移动座
221将同时推动与其固定连接的齿条
620
滑移,继而同时推动靠近移动座
221的支撑架
510移动,齿条
620
移动将带动齿轮
610转动,继而带动另一根齿条
620
反向移动,然后通过连接杆
630
带动靠近动力座
211的支撑架
510反向移动,在第一夹爪
212和第二夹爪
222对版辊进行夹持时,两个支撑架
510上的下压块同时移动至版辊的上方,继而能够对版辊进行夹持;在对版辊雕刻完成,液压缸
223带动移动座
221回移时,同时带动两个支撑架
510回移至初始位置,即可避免对版辊的上下料造成阻挡,保证版辊在上下料时的便捷性。
48.本技术实施例一种凹印版辊用雕刻机的实施原理为:在版辊进行雕刻处理时,首先将版辊搬运至承托台
410上,利用承托台
410上的两个承托辊
430
对版辊进行承托,然后启动液压缸
223,利用液压缸
223驱动移动座
221滑移即可使第一夹爪
212和第二夹爪
222对版辊进行,然后启动电子雕刻头
320,使电子雕刻头
320
对版辊进行雕刻,同时在雕刻机构
300
对版辊进行雕刻的过程中,利用减速电机
213同步驱动版辊转动,继而实现对版辊的自动化雕刻,提高版辊雕刻的自动化程度,同时提高版辊雕刻加工的效率。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!