一种印刷品装订用胶订装置的制作方法-k8凯发
1.本技术涉及印刷胶订设备技术领域,尤其是涉及一种印刷品装订用胶订装置。
背景技术:
2.书刊的加工一般经过以下的步骤:制版、印刷、配页、铣背、涂布热熔胶、粘封面、裁切,最后得到三面且光的成品书,而绝大部分的平装书都采用无线胶订,而使用的无线胶订的胶订装置是很重要的装置。
3.目前所使用的胶订装置是将半成品的书纸进行捆扎,在进行整实和压实之后放置于胶订装置内,使用台钳紧紧夹住,接着进行铣背和打毛,为上胶做好准备,在多余的书帖折页部分被铣背和打毛之后,所有的纸张就都开始准备吸收胶水了,再进行涂胶进行装订即可。
4.但是目前的胶订装置对于纸张固定后的铣背和打毛的位置已经固定,不能够进行调整,但是铣背要根据纸页的厚度、折合的层数而定,一般要铣去
1.4-3毫米,打毛的深度要求在
0.8-1.5毫米,若铣背和打毛的深度不够必将影响胶的渗透,从而造成脱页、散页的质量缺陷。
技术实现要素:
5.本技术为了实现胶订装置内的铣背装置可以根据纸张的要求进行调节,提高胶订的质量,提供了一种印刷品装订用胶订装置。
6.本技术的上述技术目的是通过以下技术方案得以实现的:
7.一种印刷品装订用胶订装置,包括胶订框架,胶订框架包括第一侧板、第二侧板和底板,所述底板上方设置有铣背组件,铣背组件包括升降螺纹杆、引导杆、升降板和铣刀,升降板设置于底板的上方,升降板的一侧设置有升降螺纹杆,另一侧设置有引导杆,升降螺纹杆和引导杆的底端穿过底板,升降板的上方设置有铣刀,升降板设置有可以驱动铣刀切割的驱动组件,升降板对应铣刀的位置开设有滑动槽,升降板设置有可以使铣刀在滑动槽内滑动的驱动组件,第二侧板面向铣背组件的一面且位于底板上表面设置有涂胶组件。
8.通过采用上述方案,转动升降螺纹杆可以使升降板进行上下的移动,从而带动铣背可以进行上下移动,调节铣背上下的高度用于不同要求的纸张,并且铣刀通过驱动组件的推动可以在升降板上滑动,将印刷纸制品可以进行铣背,再进行涂胶会使胶水被吸收的更多,更加的均匀,从而可以提高胶订的质量。
9.可选的,所述第一侧板面向铣背组件的一面设置有打毛组件,打毛组件包括移动块、打毛螺杆和打毛机,移动快设置于底板上表面,底板对应移动快的位置开设有移动槽,移动快在移动槽内滑动连接,打毛螺纹杆的底端与移动快转动连接,打毛螺纹杆的顶端与打毛机的端部螺纹连接。
10.通过采用上述方案,在铣背之后再进行打毛可以使需要胶订的一面变得粗糙,并且打胶机可以滑动,可以更高效的进行打毛,在打毛后进行涂胶时可以更好的上胶,进一步
的提高胶订的质量。
11.可选的,所述涂胶组件包括位移块、涂胶螺纹杆和涂胶机,底板对应位移块的位置开设有位移槽,位移块与位移槽内壁滑动连接,涂胶螺杆的底端与位移槽转动连接,涂胶螺杆的顶端与涂胶机螺纹连接。
12.通过采用上述方案,涂胶机在铣背和大打毛之后可以根据需要涂胶的高度进行调整涂胶,保证有效涂胶,并且可以尽量的使每一页都有附着的涂胶,能够避免在胶订之后不会散页和脱页。
13.可选的,所述铣背组件上方设置有夹紧组件。
14.通过采用上述方案,夹紧组件可以将需要胶订的纸质印刷品进行固定和限位,便于铣背、打毛和涂胶。
15.可选的,所述夹紧组件包括上夹紧板和横向螺纹杆,横向螺纹杆穿过第一侧板和第二侧板相互靠近延申且均螺纹连接,横向螺纹杆相互靠近的一端转动连接上夹紧板。
16.通过采用上述方案,上夹紧板对印刷品进行初步的定位,确定印刷品所在的位置,并且在重伤部分夹紧,进一步的提高后续操作的稳定性。
17.可选的,所述上夹紧板相互背离的一面固定有竖板,上夹紧板的下方设置有下夹紧板,下夹紧板与竖板固定,横向螺纹杆与竖板转动连接。
18.通过采用上述方案,上夹紧板和下夹紧板配合,一起夹紧可以进一步的进行限位,并且下夹紧板可以避免纸质印刷品在进行铣背、打毛和涂胶时出现错位,影响后续的使用。
19.可选的,所述竖板对应下夹紧板的位置开设有竖直槽,下夹紧板与竖直槽内壁滑动链接,上夹紧板和下夹紧板内设置有竖直螺纹杆,竖直螺纹杆与上夹紧板转动连接,竖直螺纹杆与下夹紧板螺纹连接。
20.通过采用上述方案,由于每个纸质印刷品做需要铣背、打毛的厚度不一致,为了能够更加精准的将所需要的部分进行操作,下夹紧板移动可以确定好铣背和打毛的厚度,下夹紧板可以根据不同的需求进行调节,进一步的便于后续的胶订,从而提高了质量。
21.可选的,所述下夹紧板相互对应的一面设置有夹紧弹簧,夹紧弹簧的顶端固定有固定板。
22.通过采用上述方案,固定板可以进一步的提升下夹紧板对纸质印刷品胶订时的固定性,更好的完成铣背、打毛和涂胶。
23.综上所述,本技术具有以下技术效果:
24.1.通过设置铣背和打毛的高度可调,在使用时即可可以根据所需要的高度进行调节,可以使涂胶的效果更好,避免后续出现脱页散页的现象;
25.2.通过将涂胶机设置为高度可调节,可以根据已经铣背和打毛后的高度进行充分的涂胶,可以在涂胶时使胶更加的全面和充分,提高质量;
26.3.通过设置夹紧组件可以在放入纸质印刷品时首先起到定位的作用,且可以在进行铣背、打毛和涂胶时避免纸质印刷品的错位,能够更好的进行涂胶,提高质量。
附图说明
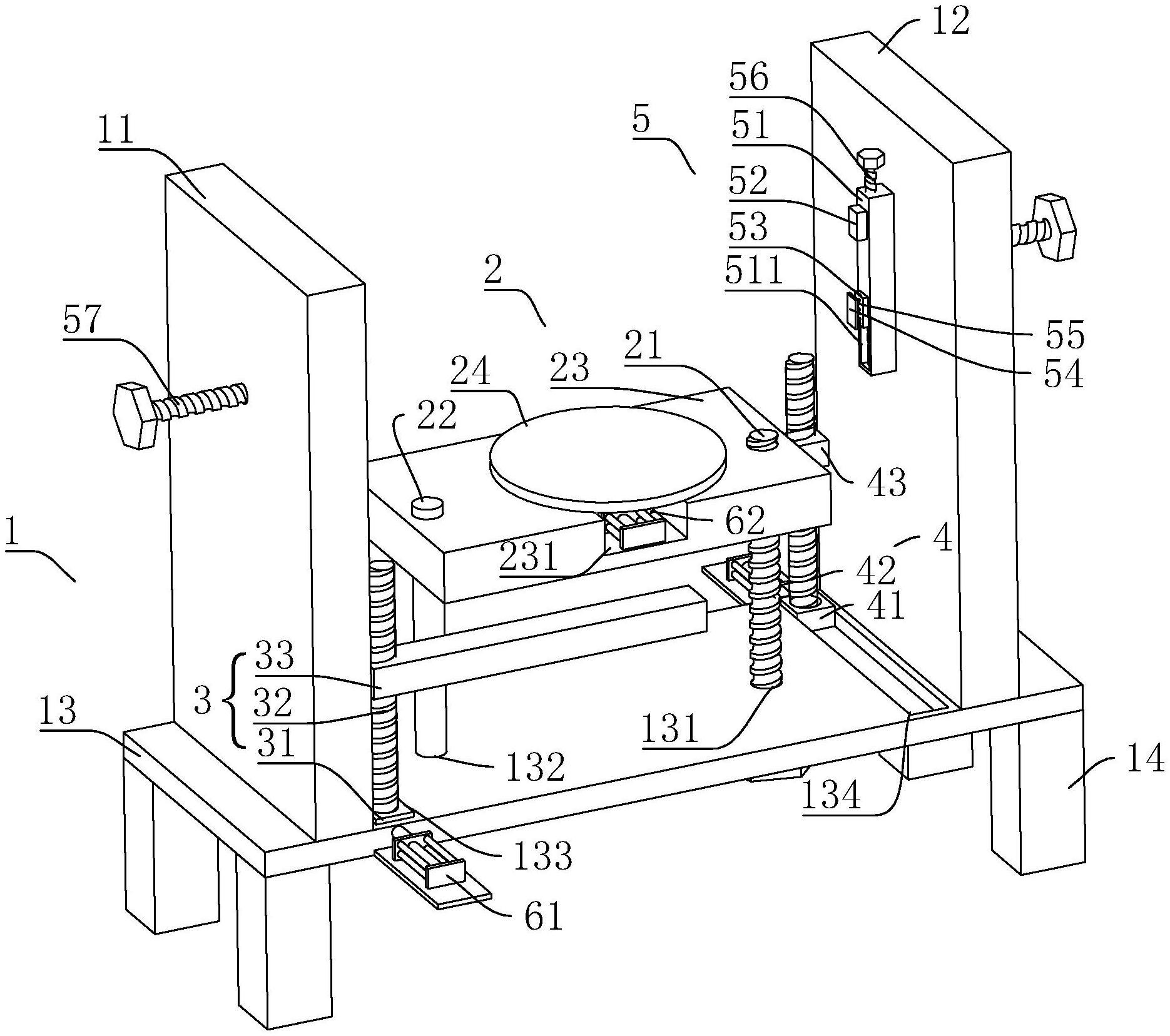
27.图1是本实施例一种印刷品装订用胶订装置的整体示意图;
28.图2是本实施例一种印刷品装订用胶订装置的俯视图;
29.图中,
1、胶订框架;
11、第一侧板;
12、第二侧板;
13、底板;
131、升降螺纹孔;
132、引导孔;
133、移动槽;
134、位移槽;
14、底座;
2、铣背组件;
21、升降螺纹杆;
22、引导杆;
23、升降板;
231、滑动槽;
24、铣刀;
3、打毛组件;
31、移动块;
32、打毛螺纹杆;
33、打毛机;
4、涂胶组件;
41、位移块;
42、涂胶螺纹杆;
43、涂胶机;
5、夹紧组件;
51、竖板;
511、竖直槽;
52、上夹紧板;
53、下夹紧板;
54、固定板;
55、夹紧弹簧;
56、竖直螺纹杆;
57、横向螺纹杆;
6、驱动组件;
61、气缸;
62、电机。
具体实施方式
30.以下结合附图对本技术作进一步详细说明。
31.参照图1和图2,本技术提供一种印刷品装订用胶订装置,包括胶订框架
1、铣背组件
2、打毛组件
3、涂胶组件4和夹紧组件5,铣背组件2放置于胶订框架1内,打毛组件3和涂胶组件4分别设置于胶订框架1内且设置于铣背组件2的两侧,夹紧组件5设置于胶订框架1的顶部,在使用胶订装置时,首先将纸质印刷品需要胶订的一侧放置于胶订框架1内使用夹紧组件5进行夹紧,接着调整铣背组件2的高度,调整至需要切割的部位,再启动铣背组件2的驱动组件6使铣背组件2对印刷品进行铣背,铣背完成后再调整打毛机
33的位置,再进行打毛,使纸质印刷品需要涂胶的部分粗糙,接着调节涂胶组件4的位置,进行涂胶即可,进一步的提高涂胶的全面性,从而提高胶订后的质量。
32.参照图1和图2,胶订框架1包括第一侧板
11、第二侧板
12和底板
13,第一侧板
11和第二侧板
12分别垂直固定于底板
13的两侧上表面,底板
13的下表面固定有底座
14。
33.参照图1和图2,铣背组件2包括升降螺纹杆
21、引导杆
22、升降板
23和铣刀
24,升降板
23设置于底板
13的上方,升降板
23的一侧螺纹连接有升降螺纹杆
21,升降螺纹杆
21的底端穿过底板
13,底板
13对应升降螺纹杆
21的位置开设有升降螺纹孔
131,升降螺纹杆
21与底板
13螺纹连接,与升降板
23转动连接,升降板
23另一侧设置有引导杆
22,引导杆
22的底端穿过底板
13,底板
13对应引导杆
22的位置开设有引导孔
132,通过转动升降螺纹杆
21可以调整升降板
23的高度,升降板
23的上表面开设有滑动槽
231,铣刀
24设置于滑动槽
231内通过气缸
61可以滑动位置,启动电机
62即可转动铣刀
24进行切割,由于纸质印刷品所需要铣背的厚度不一样,本实施例设置可以调整铣刀
24的高度可以更好的进行调整和适配,对之后的涂胶的效果会更好。
34.参照图1和图2,打毛组件3包括移动块
31、打毛螺纹杆
32和打毛机
33,移动块
31设置于第一侧板
11的内侧,且一端固定有气缸
61,且设置于底板
13的上表面,底板
13对应移动块
31的位置开设有移动槽
133,移动块
31与移动槽
133的内壁滑动连接,气缸
61驱动移动块
31在移动槽
133内进行滑动,打毛螺纹杆
32的底端与移动块
31转动连接,打毛螺纹杆
32的顶端与打毛机
33的一端螺纹连接,转动螺纹可以调节打毛机
33的高度,打毛机
33的另一端向胶订框架1的中心位置延伸,铣背之后即可根据铣背后的高度调整打毛机
33,保证纸质印刷品所需要涂胶的位置都是粗糙面,便于后期的涂胶。
35.参照图1和图2,涂胶组件4包括位移块
41、涂胶螺纹杆
42和涂胶机
43,位移块
41设置于第二侧位板的内侧,且一端固定有气缸
61,且设置于底板
13的上表面,底板
13对应位移块
41的位置开设有位移槽
134,位移块
41与位移槽
134的内壁滑动连接,气缸
61驱动位移块
41在位移槽
134内滑动,涂胶螺纹杆
42的底端与位移块
41转动连接,涂胶螺纹杆
42的顶端与
涂胶机
43螺纹连接,转动涂胶螺纹杆
42即可调节涂胶机
43的高度,保证涂胶机
43在粗糙面进行涂胶,更有附着力,避免涂胶后在使用时出现散页或者脱页的现象。
36.参照图1和图2,夹紧组件5包括竖板
51、上夹紧板
52、下夹紧板
53和固定板
54,竖板
51设置于第一侧板
11和第二侧板
12内侧的顶部,且分别设置有横向螺纹杆
57,两侧的横向螺纹杆
57分别穿过第一侧板
11和第二侧板
12与其螺纹连接,横向螺纹杆
57与竖板
51转动连接,通过转动横向螺纹杆
57即可将竖板
51进行相互靠近和远离的调节,竖板
51相互对应的一面设置有上夹紧板
52和下夹紧板
53,上夹紧板
52固定于竖板
51中上部分的位置,下夹紧板
53可以在竖板
51上进行上下滑动,竖板
51对应下夹紧板
53的位置开设有竖直槽
511,下夹紧板
53与竖直槽
511的内壁滑动连接,下夹紧板
53内设置有竖直螺纹杆
56,竖直螺纹杆
56的底端穿过上夹紧板
52和下夹紧板
53,竖直螺纹杆
56与上夹紧板
52转动连接,竖直螺纹杆
56与下夹紧板
53螺纹连接,转动竖直螺纹杆
56可以驱使下夹紧板
53进行上下滑动,根据不同的铣背和打毛的高度可以将下夹紧板
53进行位置调节,避免在作业时出现错位的现象,下夹紧板
53相互对应的一面设置有夹紧弹簧
55,夹紧弹簧
55的另一端固定有固定板
54,固定板
54可以将纸质印刷品需要涂胶的底端夹紧,避免出现错位影响铣背、打毛和涂胶,从而影响后期的使用。
37.在使用时,首先使用夹紧组件5将整摞需要胶订的纸质印刷品夹紧,并且滑动下夹紧板
53滑动至下夹紧板
53的底面与需要胶装的位置平齐,接着启动驱动铣刀
24的电机
62使铣刀
24开始旋转,接着启动气缸
61,铣刀
24即可移动进行切割,此时的涂胶组件4和打毛组件3分别设置于铣背组件2的两端,避免造成干涉,待铣背结束后,将铣刀
24移动至一端,调节打毛组件3的高度至需要打磨的整摞印刷品的底面,启动打毛组件3的驱动气缸
61,使打毛机
33可以移动打毛,待打毛机
33结束工作之后调节涂胶组件4的高度,启动驱动位移块
41的气缸
61,涂胶机
43即可进行移动涂胶,通过铣背、打毛机
33和涂胶机
43都可进行高度调节实现了胶订装置内的装置可以根据纸张的要求进行调节,从而可以进一步的提高胶订的质量。
38.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
当前第1页1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!