一种钝角合金钢组合辙叉及其加工方法与流程-k8凯发
本发明属于铁路辙叉,具体涉及一种钝角合金钢组合辙叉及其加工方法。
背景技术:
1、随着铁路运输的快速发展,行车密度也在逐渐加大,对轨道交通结构和使用寿命提出了更高的要求。道岔区是轨道交通系统中的薄弱环节之一,而存在“有害空间”的辙叉又是道岔中最容易产生病害的部位之一。辙叉是道岔的关键部位,是使车轮跨越的设备,在使用中要承受压力、冲击力、振动力等交变载荷,其状态好坏直接影响着行车安全和养护维修工作量。
2、随着国内线路上单开道岔用合金钢辙叉的应用,交叉渡线用钝角辙叉迫切需要合金钢辙叉提高线路运营寿命,提高耐磨性,满足无缝线路要求。
3、现有技术下,在钝角组合辙叉设计中:公开号为cn212533547u所公开的中国专利《一种合金钢心轨组合钝角辙叉》。其钝角辙叉由合金钢基本轨、护轨、合金钢心轨、叉跟轨等组成;其中,合金钢心轨包括有为一个整体的钝角尖轨段和护轨段。弊端在于:采用基本轨为整体合金钢原材轨件,合金钢轨件成品原材市场化不成熟,轧制技术难以实现大批量推广应用,不利于在工厂制造中批量生产,因此导致轨件生产成本较高。再者,心轨由一个整体的钝角尖轨段和护轨段组成,导致心轨结构不对称,导致该位置的结构稳定性,受力均衡性受到影响。
4、其次,现有技术下,公开号为cn115012256a所公开的中国专利《可更换式合金钢钝角组合辙叉》。其结构主要由基本轨、镶嵌块、护轨、合金钢心轨、叉跟轨、叉跟护轨等组成;基本轨中段与镶嵌块通过高强度螺栓联接而成,在基本轨中段形成耐磨段。由于采用镶嵌块与基本轨组装而成的耐磨基本轨,因此导致组合辙叉的零件数量多,镶嵌块结构复杂,需采用整体锻制毛坯机加工制造,一方面加工难度较大;另一方面由于配合尺寸增多,因此与基本轨组装过程难度增大;再者,与镶嵌块配合的基本轨弯折采用两个弯折点,弯折工艺难度增加,在实际与镶嵌块组装过程中,需现场多次配调基本轨弯折,加工效率低。
5、再者,现有技术下,公开号为cn214193953u所公开的中国专利《一种新型合金钢心轨组合钝角辙叉》。其结构主要由60ty1基本轨、60ty1护轨、合金钢心轨、叉跟轨等组成。基本轨和护轨均采用60ty1钢轨加工而成且轨头加宽一侧朝向合金钢心轨,从基本轨对称中轴分别至两侧弯折点轨头宽度逐渐减小至普通60kg/m钢轨轨头宽度,从基本轨弯折点至末端保持轨头宽度为普通60kg/m钢轨轨头宽度,基本轨中段未设置提高辙叉耐磨性能的措施,寿命有限。再者,心轨为一个整体的钝角尖轨段和护轨段组成,该结构心轨为不对称结构,一侧较长为护轨,整体叉心由心轨和叉跟轨组成。结构稳定性,和受力均衡性同样受到影响;此外,非对称心轨结构,不利于工厂批量化机加工实现,导致成本增加;而心轨两侧耐磨长度不等不对称,不利于提高两侧过车磨耗。因此,现提出如下改进技术方案。
技术实现思路
1、本发明解决的技术问题:提供一种钝角合金钢组合辙叉及其加工方法,解决现有技术下钝角组合辙叉不利于工厂内高效批量化加工、成本高、结构稳定性、受力均衡性不佳,寿命短、不耐磨耗的技术问题。
2、本发明采用的技术方案:一种钝角合金钢组合辙叉的加工方法,包括钝角合金钢组合辙叉;钝角合金钢组合辙叉包括焊接式结构的基本轨和整体锻制而成且为对称结构的心轨;焊接式结构的基本轨在基本轨中间段焊接高耐磨性材质轨。
3、上述技术方案中,进一步地:钝角合金钢组合辙叉由心轨、基本轨、叉跟护轨、叉跟轨、护轨、间隔铁及联结件组成;高耐磨性材质轨包括合金钢材质轨或高锰钢轨;心轨为整体锻制而成结构对称的合金钢心轨;心轨两侧分别设置叉跟护轨、叉跟轨。
4、上述技术方案中,优选的:基本轨为60kg/m基本轨;基本轨在辙叉中段高磨耗区焊接高耐磨性材质轨。
5、上述技术方案中,优选的:由叉跟护轨、叉跟轨与合金钢心轨形成的整体,在叉心车轮全踏面至尖端形成高耐磨区域。
6、上述技术方案中,优选的:护轨、叉跟轨、心轨、基本轨通过间隔铁、高强度螺栓联结件联结为辙叉整体。
7、本发明还请求保护一种钝角合金钢组合辙叉,为任一钝角合金钢组合辙叉的加工方法中的钝角合金钢组合辙叉。
8、本发明与现有技术相比的优点:
9、1、本发明方法优势在于:解决了钝角辙叉基本轨磨耗和叉心磨耗过快,辙叉使用寿命短的问题,克服了传统采用标准轨的轨型结构的缺点,加强了基本轨、叉心磨耗区段材质性能,提高了辙叉整体结构性能;提升辙叉使用寿命。
10、2、本发明基本轨为焊接式结构,在基本轨中间段焊接高耐磨性材质轨,所述高耐磨性材质轨包括但不限于合金钢材质轨、高锰钢轨:焊接式结构的基本轨,一方面在工厂制造中方便批量实现;另一方面,高耐磨性材质轨,可使基本轨垂直磨耗严重区域形成高耐磨工作边,提高辙叉使用寿命,保证辙叉工作边安全行车。
11、3、本发明心轨采用整体锻制结构,优选合金钢心轨,由于心轨结构对称,且心轨两侧分别设置叉跟护轨、叉跟轨;整体锻制结构,结构对称;心轨两侧分别设置叉跟护轨、叉跟轨,并通过高强度螺栓联接而成;结构稳定,受力均衡;整体锻制且结构对称的心轨结构,便于批量化机加工实现;对称结构的心轨两侧耐磨长度相近,可提高叉跟护轨、叉跟轨两侧过车磨耗,寿命增加。
12、4、本发明保证辙叉工作边安全行车,解决了标准基本轨咽喉段工作边磨耗严重的问题,及辙叉心轨小断面掉块、磨耗等病害,提高了整个钝角辙叉使用寿命。
技术特征:
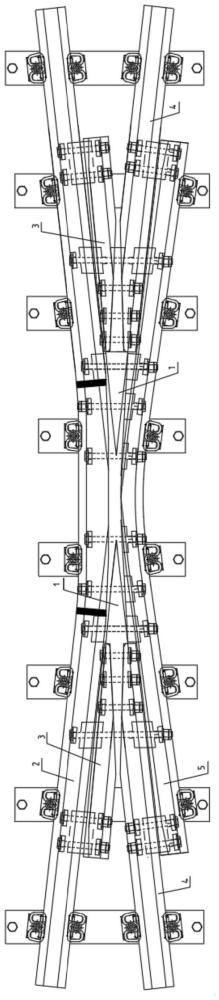
1.一种钝角合金钢组合辙叉的加工方法,其特征在于:包括钝角合金钢组合辙叉;所述钝角合金钢组合辙叉包括焊接式结构的基本轨(2)和整体锻制而成且为对称结构的心轨(1);所述焊接式结构的基本轨(2)在基本轨中间段焊接高耐磨性材质轨。
2.根据权利要求1所述钝角合金钢组合辙叉的加工方法,其特征在于:所述钝角合金钢组合辙叉由心轨(1)、基本轨(2)、叉跟护轨(3)、叉跟轨(4)、护轨(5)、间隔铁及联结件组成;所述高耐磨性材质轨包括合金钢材质轨或高锰钢轨;所述心轨(1)为整体锻制而成结构对称的合金钢心轨;所述心轨(1)两侧分别设置叉跟护轨(3)、叉跟轨(4)。
3.根据权利要求1或2所述钝角合金钢组合辙叉的加工方法,其特征在于:所述基本轨(2)为60kg/m基本轨;所述基本轨(2)在辙叉中段高磨耗区焊接高耐磨性材质轨。
4.根据权利要求2所述钝角合金钢组合辙叉的加工方法,其特征在于:由所述叉跟护轨(3)、叉跟轨(4)与合金钢心轨(1)形成的整体,在叉心车轮全踏面至尖端形成高耐磨区域。
5.根据权利要求2所述钝角合金钢组合辙叉的加工方法,其特征在于:所述护轨(5)、叉跟轨(4)、心轨(1)、基本轨(2)通过间隔铁、高强度螺栓联结件联结为辙叉整体。
6.一种钝角合金钢组合辙叉,其特征在于:为权利要求1-5任一钝角合金钢组合辙叉的加工方法中的钝角合金钢组合辙叉。
技术总结
提供一种钝角合金钢组合辙叉及其加工方法,包括钝角合金钢组合辙叉;辙叉包括焊接式结构的基本轨和整体锻制而成且为对称结构的心轨;焊接式结构的基本轨在基本轨中间段焊接高耐磨性材质轨。本发明解决现有技术下钝角组合辙叉不利于工厂内高效批量化加工、成本高、结构稳定性、受力均衡性不佳,寿命短、不耐磨耗的技术问题;采用本发明技术方案,可实现工厂内的高效批量加工,有效降低并控制成本,结构稳定,受力均衡;提高叉跟护轨、叉跟轨两侧过车磨耗量,寿命持久;提高辙叉使用寿命,保证辙叉工作边行车安全。
技术研发人员:孙云涛,施庆峰,高尚君,孙立彬,张春雨
受保护的技术使用者:中铁宝桥集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!