一种二次加料工序自动加水控制方法与流程-k8凯发
本发明属于卷烟制丝,具体涉及一种二次加料工序自动加水控制方法。
背景技术:
1、由于来料叶组配方不同,烟片的吸湿性能不同,松散回潮工序采用恒加水模式,其增温增湿能力有限,回潮后水分波动较大,而下一道工序是一次加料,没有加水控制功能,水分处于失控状态,导致经过预混后烟片水分不均匀,为满足生产,工艺要求。为使批间和批内叶后叶丝含水率稳定,需对叶片进行加水,现有的二次加料工序同样没有加水控制功能,若单独构建一套加水管路,工期长、成本高、影响生产连续性,同时生产现场没有设备安装空间。
技术实现思路
1、本发明的目的在于提供一种二次加料工序自动加水控制方法,以解决现二次加料工序没有加水控制功能,导致背景技术中所存在的问题。
2、为实现上述目的,本发明是通过以下技术方案实现的:
3、一种二次加料工序自动加水控制方法,包括以下步骤:
4、s1、在二次加料工序,滚筒出口端的水分仪检测到滚筒出口处烟丝含水率低于设定范围,并将此信息传递给控制器;
5、s2、控制器确定当前自动加水控制装置的状态,若当前自动加水控制装置没有进行加料作业,则控制自动加水控制装置进入加水控制状态;
6、s3、储罐内的软化水通过叶片泵、流量计进入第二双介质喷嘴,向滚筒内进行加水,水分仪实时监测滚筒出口处烟丝含水率。
7、进一步的,控制器确定当前自动加水控制装置处于加料控制状态,则在加料作业完成后,直接进入加水控制状态。
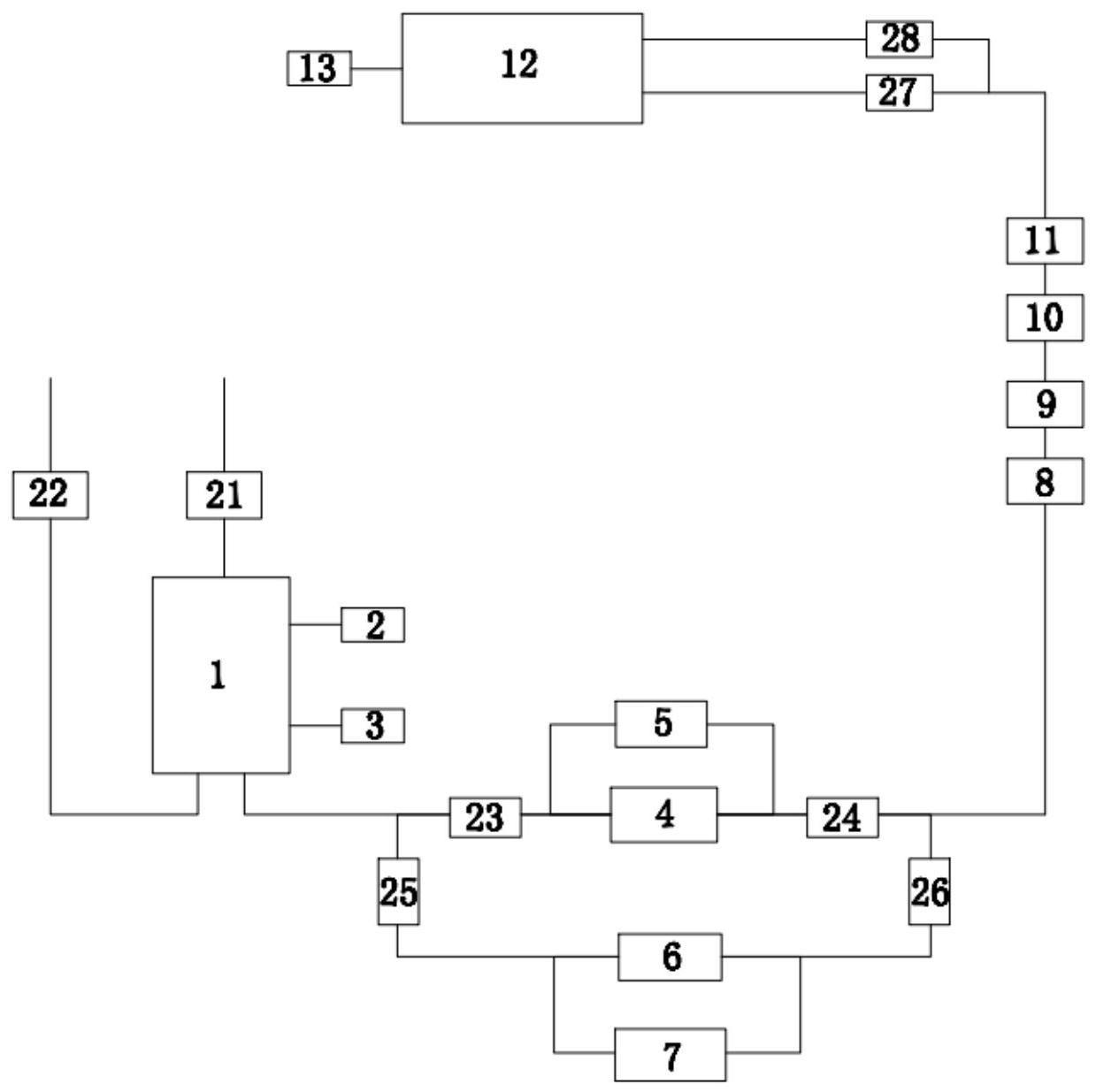
8、进一步的,自动加水控制装置包括储罐,在储罐内安装有荷重传感器和温度传感器;在储罐上分别连接有软化水管道和蒸汽管道;主管道的一端与储罐的出口连接,另一端延伸进滚筒内与第一双介质喷嘴连接;
9、所述主管道上依次设置有第二气动球阀、齿轮泵、第三气动球阀、过滤器、减压阀、流量计、气动薄膜阀及第六气动球阀;
10、在第二气动球阀与第三气动球阀之间设置有与主管道并联的第一分支管道,在第六气动球阀的前端处设置有与主管道并联的第二分支管道,且所述第二分支管道的另一端伸入滚筒与第二双介质喷嘴连接;
11、在齿轮泵的两端连接有第一溢流管道,在第一溢流管道上设置有第一溢流阀;
12、所述第一分支管道上依次设置有第四气动球阀、叶片泵及第五气动球阀;
13、在第二分支管道上设置有第七气动球阀。
14、进一步的,在软化水管道上安装有第一气动球阀,在蒸汽管道上安装有气动角阀。
15、进一步的,在滚筒的出口端设置有水分仪。
16、进一步的,加水控制状态的烟丝加水步骤包括:储罐内的软化水通过叶片泵、过滤器、减压阀、流量计、气动薄膜阀,进入第二双介质喷嘴,进行加水,滚筒出口的水分仪实时监测出口物料含水率,并通过控制器调节流量计、控制气动薄膜阀的开度,调节加水量,多余的软化水通过叶片泵旁的第二溢流阀排出。
17、进一步的,在烟丝加水步骤前,还包括向储罐加水控制,包括关闭第二气动球阀、第三气动球阀和第六气动球阀,开启第四气动球阀、第五气动球阀和第七气动球阀;
18、打开第一气动球阀,软化水进入储罐,当荷重传感器监测到储罐内的水的重量达到设定重量时,控制器给第一气动球阀信号,第一气动球阀关闭,停止加水。
19、进一步的,还包括对储罐内软化水加热步骤,包括控制器给蒸汽管道上的气动角阀信号,气动角阀打开,进行加热软化水,当温度传感器监测到储罐内的软化水温度达到设定温度时,控制器给气动角阀信号,气动角阀关闭,停止加热。
20、本发明的有益效果是:
21、本技术方案通过加料机自动加水装置安装后,利用部分原设备加料装置,构建了一种满足工艺要求的自动加水装置,节约了设备购置成本,保证了生产连续性,进一步稳定了叶片加料的出口水份,提高烟片的耐加工性及产品质量,为后序加工参数的稳定,提供了有力的保障。
技术特征:
1.一种二次加料工序自动加水控制方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的二次加料工序自动加水控制方法,其特征在于,控制器确定当前自动加水控制装置处于加料控制状态,则在加料作业完成后,直接进入加水控制状态。
3.根据权利要求1所述的二次加料工序自动加水控制方法,其特征在于,自动加水控制装置包括储罐,在储罐内安装有荷重传感器和温度传感器;在储罐上分别连接有软化水管道和蒸汽管道;主管道的一端与储罐的出口连接,另一端延伸进滚筒内与第一双介质喷嘴连接;
4.根据权利要求3所述的二次加料工序自动加水控制方法,其特征在于,在软化水管道上安装有第一气动球阀,在蒸汽管道上安装有气动角阀。
5.根据权利要求3所述的二次加料工序自动加水控制方法,其特征在于,在滚筒的出口端设置有水分仪。
6.根据权利要求1所述的二次加料工序自动加水控制方法,其特征在于,加水控制状态的烟片加水步骤包括:储罐内的软化水通过叶片泵、过滤器、减压阀、流量计、气动薄膜阀,进入第二双介质喷嘴,进行加水,滚筒出口的水分仪实时监测出口物料含水率,并通过控制器调节流量计、控制气动薄膜阀的开度,调节加水量,多余的软化水通过叶片泵旁的第二溢流阀排出。
7.根据权利要求6所述的二次加料工序自动加水控制方法,其特征在于,在烟片加水步骤前,还包括向储罐加水控制,包括关闭第二气动球阀、第三气动球阀和第六气动球阀,开启第四气动球阀、第五气动球阀和第七气动球阀;
8.根据权利要求7所述的二次加料工序自动加水控制方法,其特征在于,还包括对储罐内软化水加热步骤,包括控制器给蒸汽管道上的气动角阀信号,气动角阀打开,进行加热软化水,当温度传感器监测到储罐内的软化水温度达到设定温度时,控制器给气动角阀信号,气动角阀关闭,停止加热。
技术总结
本发明属于卷烟制丝技术领域,具体涉及一种二次加料工序自动加水控制方法,滚筒出口端的水分仪检测到滚筒出口处烟片含水率低于设定范围,并将此信息传递给控制器;控制器确定当前自动加水控制装置的状态,若当前自动加水控制装置没有进行加料作业,则控制自动加水控制装置进入加水控制状态;储罐内的软化水通过叶片泵、流量计进入第二双介质喷嘴,向滚筒内进行加水。本技术方案通过加料机自动加水装置安装后,利用部分原设备加料装置,构建了一种满足工艺要求的自动加水装置,节约了设备购置成本,保证了生产连续性,进一步稳定了叶片加料的出口水份,提高烟片的耐加工性及产品质量,为后序加工参数的稳定,提供了有力的保障。
技术研发人员:桑希品,胡东东,唐鹤,贾宝库,吴望
受保护的技术使用者:红云红河烟草(集团)有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!